Погрузка/разгрузка крупных деталей
Предприятие в Georgetown является одним из пяти предприятий Orbis, занимающихся конструкционными пенопластами. Это предприятие производит крупные решетчатые ящики из HDPE, которые состоят из основания и четырех боковых стенок. По словам Чака Бонда, менеджера по производственному инжинирингу предприятия в Джорджтауне, у контейнеров, которые можно складывать для того, чтобы сократить затраты на обратную транспортировку, также имеются откидные дверцы для облегчения доступа. По словам Хейдена, ящик может создаваться с одной, двумя или четырьмя откидными дверцами, причем заказы на ящики с двумя дверцами составляют более 90% от всего объема заказов. Занимаемая ящиком площадь составляет от 30 x 32 дюйма до 45 на 78 дюймов, а высота составляет от 25 до 50 дюймов.
В пресс-форме может быть шесть гнезд, расположенных рядами, для производства четырех боковых стенок и двух съемных откидных дверец. “Масса боковых стенок может быть в диапазоне от 70 до 80 фунтов на каждую единицу, и большие размеры могут затруднять погрузку/разгрузку деталей”, - говорит Бонд. Основание, которое может весить от 120 до 150 фунтов, производится на отдельном прессе, где также основное внимание уделяется исключению ручных погрузки и разгрузки.
Для компании Orbis размер деталей не является единственной проблемой. У крупного основания некоторых ящиков имеются также четыре арматурных стержня из композита, которые вставляются в гнездо с формованием поверх. Стержни подаются в пресс на специальном вращающемся револьверном устройстве. Кроме того, для производства крупных деталей необходима специальная последовательность извлечения стержней в инструменте, что, по словам Хейдена, значительно увеличивает сложность извлечения. Компания Orbis ранее ставила трех рабочих возле пресса для введения стержней, извлечения деталей и очистки деталей (такой как удаление ниток пластмассы толщиной с волос), а также сборки и штабелирования ящиков.
Полученная производительность
“Из-за всевозрастающего размера деталей здесь не может эксплуатироваться робот с боковой подвеской”, - говорит Хейден. Для того, чтобы найти альтернативное решение, Orbis сотрудничала с производителем вспомогательного оборудования Wittmann, Inc. при разработке специального полностью сервоприводного робототехнического устройства с монтажом сверху. Установленное примерно год тому назад устройство состоит из двух трехкоординатных роботов горизонтального хода с монтажом сверху от Wittmann W673, у которых оба манипулятора монтируются на один удлиненный брус. Брус монтируется над плитой на высоте более 10 футов над полом. У каждого робота грузоподъемность 275 фунтов, и этого, по мнению Хейдена, более, чем достаточно для того, чтобы осуществлять погрузку/разгрузку деталей. 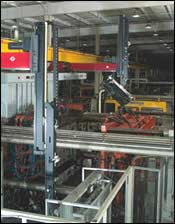
| | Самая крупная в Северной Америке робототехническая система для конструкционного пенопласта компании Wittmann имеет две системы с подходом сверху модели W673 на одной балке. Они вводятся в форму и выводятся из нее за 15 секунд. |
Для робота с монтажом сверху требуется меньше производственной площади и защитного ограждения, чем для предшествующей модели с монтажом сбоку. Конфигурация бруса в виде буквы T позволяет двум роботам функционировать попеременно для осуществления введения вставки и извлечения детали или же осуществлять одновременное извлечение деталей из различных пресс-форм или же погрузку/разгрузку одной очень крупной детали. Добавление запястного шарнира к манипулятору робота позволяет осуществлять поворот на 180°, и помогает перемещать вставки и готовые изделия.
При формовании основания ящика роботы программируются для того, чтобы сначала размещать вставку в одну половину пресс-формы, а затем работать совместно для извлечения готового изделия из другой половины пресс-формы. Как рассказывает Бонд, при производстве более маленьких боковых стенок оба робототехнических устройства вводятся в участок формования одновременно, и каждый робот извлекает до трех деталей каждый.
Роботы программируются с помощью контроллера от Wittmann R7, который использует подпрограммы, специальные для каждой пресс-формы и каждого рабочего органа инструмента (EOAT). Подпрограммы сохраняются для последующей установки. Контроллер снабжен программным обеспечением для предупреждения столкновения в качестве стандартного. Он также программирован для защитной блокировки, которая препятствует взаимодействию с мостовым краном, когда последний работает в непосредственной близости от пресса. При смене пресс-формы с помощью крана, робот переводится в безопасное положение, и не может эксплуатироваться до тех пор, пока кран не покинет защищаемый участок.
Конфигурация двойного робота на одной балке использует самый большой устанавливаемый Wittmann в Северной Америке робот для формования конструкционных пенопластов. Wittmann также спроектировала блочное установочное устройство EOAT, которое позволяет Orbis легко осуществлять переключение с погрузки/разгрузки отдельного основания на извлечение из формы множества боковых стенок из пресс-форм с количеством гнезд от четырех до шести.

|  | | Orbis использует устройство с двумя роботами, работающими по очереди, для размещения вставок (слева), и последующего извлечения отдельной крупной детали (справа). Их также программируют для одновременного извлечения нескольких деталей из множества гнезд. |
За счет использования робототехнических устройств Orbis смогла оптимизировать количество рабочих, работающих у пресса, сократив его с трех до двух. Роботу необходимо всего 15 секунд для того, чтобы войти в зону формования сверху, выполнить свои функции и покинуть зону, хотя для осуществления некоторых операций роботы должны выполнять специальные движения по переориентации деталей для очистки поперечных планок.
“Мы можем повысить производительность наших установок на 29% для изготовления боковых стенок, и на 8% для изготовления оснований”, - говорит Бонд. “Установка функционирует с сокращением продолжительности цикла на 65%, и нам удалось решить все проблемы с обеспечением безопасности оператора”, - добавляет он. Кроме того, создается экономия за счет 1% уменьшения количества лома за счет более устойчивого цикла и снижения продолжительности простоя установок на 2%, поскольку детали извлекаются без повреждения. Компания Orbis установила, что робототехнические устройства от Wittmann окупили себя менее, чем за год, и в настоящее время собирается установить роботы и на другие прессы для производства деталей еще большего размера.
Микелл Найтс, старший редактор,
Источник: Plastics Technology |














