
Следует принять во внимание тот факт, что, то место, где деталь прилипает к форме, необязательно является тем местом, где возникает причина проблемы. Может происходить прилипание к детали различных участков пресс-формы, и образующееся в этих местах тянущее усилие может стать причиной прилипания детали в другом месте. Необходимо тщательно проанализировать то, что происходит при открытии формы. Оборудование препятствует удалению Одной из наиболее распространенных причин прилипания является неправильно подобранная степень очистки. Слишком высокая степень очистки может создавать вакуум, который, образуясь во время формования, прижимает деталь к металлу. С другой стороны, при слишком низкой степени очистки может не получаться хорошего удаления детали из пресс-формы. Если деталь прижимается к поверхности пресс-формы вакуумом, решением проблемы может стать пипеточная подача воздуха. Царапины на пресс-форме или литнике, которые образуются во время использования или очистки, могут также вызывать прилипание. Циркуляционная очистка может создавать мельчайшие царапины, которые превращаются в надрезы и канавки в стали, которые заполняются расплавом. Наличие царапин может вызывать прилипание в литниковом канале, причем деталь прилипает к “A” стороне пресс-формы после открытия формы, и к “B” стороне пресс-формы при извлечении детали. Для того, чтобы избавиться от прилипания к литниковому каналу, царапины и надрезы можно удалять во время материально-технического обслуживания пресс-формы. Кроме того, попробуйте произвести очистку пресс-формы выскребанием до степени очистки два (с использованием движения туда и обратно в направлении извлечения деталей, вместо кругового или эллиптического движения). Или же попробуйте произвести обработку паром (это разновидность пескоструйной обработки). Для того, чтобы избежать прилипания мягких материалов, лучше использовать обработку паром. В тех случаях, когда причиной прилипания деталей являются очистка или царапины, необходимо определить, в какой из частей инструмента имеется проблема. Если прилипание детали происходит на стороне “A”, независимо от того, является ли эта сторона стационарной или перемещаемой половиной пресс-формы, а также от того, находятся ли в ней стержни или гнезда, возможным решением проблемы может стать медленное открывание инструмента при ручном управлении с фиксированием любых шумов или же случаев приподнимания/перемещения детали. Если же деталь деформируется при разъеме формы, то причина происходящего кроется в той части пресс-формы, которая не участвует в извлечении детали. Если деталь прилипает к стороне “B”, следует медленно извлечь деталь, отмечая, не происходит ли при этом застревания или приподнимания какого-либо угла или части детали. В обоих случаях возможными решениями являются: очистка выскребанием, устранение надрезов, или же использование поверхности, очищенной паром, для улучшения извлечения деталей. Другой возможной причиной прилипания является загрязнение пресс-формы отложениями. Проверьте, не скопились ли на поверхности пресс-формы отложения, и, при необходимости, произведите очистку. 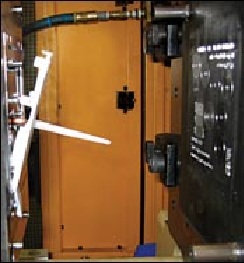
Эта деталь прилипла к форме, поскольку при неправильном извлечении деталь приподнялась под углом, который вызвал образование значительного выступа, из-за которого деталь застряла в гнезде. Путем преодоления проблемы может стать использование большей площади извлечения с большим количеством игл с каждой стороны выступа. |














