Идеальным считается круглое сечение газового канала. Сложно получить качественные изделия с газовыми каналами прямоугольного сечения. Впрыск полимера может производиться в газовый канал или в основную стенку изделия. В первом случае облегчается заполнение крупногабаритных изделий. Во втором варианте уменьшается длина затекания, но одновременно снижается эффект ускорения течения расплава по газовым каналам. Впрыск обычно производят с нелицевой стороны, т.к. в этом месте образуется отверстие. Нередко используются несколько впусков газа в изделие, но их количество должно быть минимальным. Для каждого впуска часто требуется отдельная газовая линия. При увеличении расстояния от области изделия до газового канала эффективность уплотнения этой области уменьшается. Чем меньше текучесть материала, тем ближе должны быть газовые каналы к уплотняемой области изделия. Существует несколько разновидностей технологии литья с подачей газа в расплав полимера. Литье с полным впрыском. В данном варианте литьевая полость заполняется расплавом на 100%, после чего подается газ. Давление газа "компенсирует" усадку полимера при охлаждении, прижимая полимер к формующим поверхностям. При этом основная часть изделия уплотняется, как и в обычном процессе литья под давлением, за счет давления полимера. Газ создает дополнительное давление в проблемных областях с повышенной объемной усадкой и обеспечивает хорошее качество поверхности изделия (рис. 3). 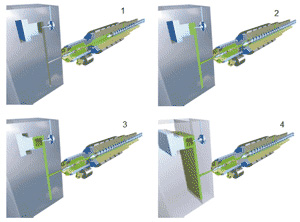
Рис. 3 Схема литья с полным впрыском: 1 - пластикация полимерного материала; 2 - впрыск расплава в форму; 3 - подача газа; 4 - готовое изделие.
Литье с неполным впрыском полимера. При литье с неполным впрыском в пресс-форму подается расплав полимера, но после заполнения изделия на 50 - 70% для толстостенных и 90 - 95% для крупногабаритных деталей впрыск полимера прекращается, и в полость формы подается газ. Газ вытесняет расплав полимера из горячих внутренних областей полости в незаполненные участки, обеспечивая полное оформление и уплотнение изделия. К моменту подачи газа на поверхности отливки формируется корка из застывшего полимера, которая препятствует выходу газа наружу, но в определенных условиях газ может прорвать фронт потока расплава и выйти наружу - это приводит к дефекту поверхности изделия. Кроме того резкое понижение давления газа ухудшает уплотнение полимера Одной из проблем в данном процессе является след на изделии на линии остановки полимера. Эта проблема может быть введением дополнительной области - прибыли. Расплав полимера из внутренних областей изделия вытесняется газом в прибыль. Между изделием и прибылью устанавливают запорный клапан, который сначала находится в закрытом состоянии. Прибыль открывается после заполнения изделия, но перед подачей газа. Литье с полным впрыском с вытеснением расплава полимера в материальный цилиндр литьевой машины. Еще одним вариантом технологии литья с газом является процесс с полным заполнением изделия расплавом, при котором подача газа производится в противоположную от впрыска полимера часть изделия. Газ вытесняет расплав полимера из внутренних областей изделия в материальный цилиндр литьевой машины. При этом газ не должен попасть в цилиндр литьевой машины.
| 













