
АУВ Babyplast состоит из мобильного блока управления, а также узла пластикации и впрыска. Мобильный блок управления содержит все системы электроники и гидравлики, необходимые для работы АУВ Babyplast. 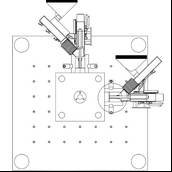
АУВ Babyplast используется для впрыска любых термопластичных материалов, начиная с широко применяемых полимеров, таких, как: Полипропилен (PP), Полиэтилен (PE), Полистирол (PS), АБС – пластик (ABS), Полиамид (PA), заканчивая специальными конструкционными марками полимеров: Поликарбонат (PC), Полиоцеталь (POM), Полибутилен (PBT), Полифениленсульид (PPS), Полифениленоксид (PPO), Жидкокристаллические полимеры (LCP), Термоэластопласты и т.д., как в чистом виде так и с различными наполнителями. 
Система управления АУВ Babyplast выполнена на основе микропроцессоров и соответствует современным требованиям по удобству обслуживания. Интерфейс переведен на русский язык. Сенсорный дисплей упрощает выбор настроек, параметров и управление ТПА. 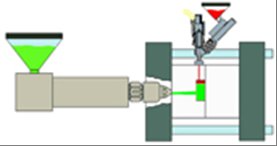

Электроника Babyplast позволяет управлять всеми процессами производственного цикла: · температурными режимами подготовки расплава; · скоростью впрыска и временем выдержки; · время загрузки второй порции; Схема подключения автоматики литьевых машин универсальна, что позволяет использовать АУВ Babyplast с ТПА практически любых фирм производителей. Для синхронизации технологического цикла, системы управления АУВ Babyplast и стандартного ТПА объединяются с помощью стандартных разъемов Euromap 67 или Euromap 12. 
Очередность работы АУВ Babyplast и базового ТПА определяется автоматикой оборудования по заданному технологическому циклу (при совмещении систем управления) или активируется непосредственно пользователем в полуавтоматическом режиме работы.  Для получения многокомпонентных изделий возможна установка до 2х АУВ Babyplast на ТПА Babyplast6/10P и до 6 АУВ Babyplast на традиционном ТПА. АУВ выпускается в двух исполнениях: UAI I/10 – стандартное исполнение с объемом впрыска до 15 см3 и увеличенное - UAI I/25 с объемом впрыска до 36 см.3 Существует три основных области применения, в которых преимущество АУВ Babyplast неоспоримо: · Производство многокомпонентных деталей (за один цикл литья производится одна деталь, состоящая из нескольких компонентов); · Производство комплекта деталей (производство нескольких деталей из разных компонентов/цветов за один цикл); · Применение Автономного Узла Впрыска в автоматических производственных линиях. 
Производство многокомпонентных деталей (за один цикл литья производится одна деталь,состоящая из нескольких компонентов). Как правило, при производстве многокомпонентных деталей применяются специальные ТПА и специальные литьевые пресс-формы. Существует два основных метода производства многокомпонентных деталей, зависящих от конструкции применяемой литьевой машины и соответственно прессформы и непосредственно изделия, которое необходимо получить. 
В первом случае, когда узлы впрыска ТПА находятся с одной стороны, параллельно друг другу, изготавливаются два одинаковых пуансона и две разных матрицы или два разных комплекта прессформ. Как правило, пуансоны крепятся на специальный поворотный стол. После впрыска первого компонента и отверждения отливки прессформа размыкается, и поворотный стол перемещает половину прессформы вместе с первой отливкой ко второму узлу впрыска. Затем, плиты ТПА смыкаются, и осуществляется впрыск второго компонента. Во время впрыска второго компонента, в первый комплект прессформы параллельно происходит впрыск первого компонента. 
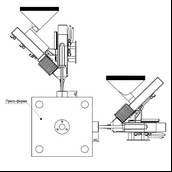
В случае, когда узлы впрыска машины расположены под углом, после впрыска первого компонента, гидроцилиндр приводит в движение шибер, который открывает область для заливки последующего компонента. В любом вышеперечисленном случае, расположение узлов впрыска стандартных ТПА для многокомпонентного литья накладывает некоторые ограничения на конструкцию пресс-формы и на расположение детали в пресс-форме. В свою очередь, Автономный узел впрыска может быть установлен на подвижной и/или неподвижной плитах пресс-формы или плитах ТПА с помощью специальных плит крепления горизонтально или вертикально, под углом 90 градусов к направлению впрыска основного материала. 
Конструкция литьевых форм для применения АУВ Babyplast практически не отличается от конструкции типовых литьевых прессформ. Можно говорить о двух главных особенностях: 1. Особенность литниковой системы Как и в обычных литьевых ПФ, литниковая система может быть горячеканальной – в этом случае впрыск расплава полимера из АУВ Babyplast в формообразующую полость происходит через обогреваемый коллектор, расположенный внутри плит прессформы. Также, при использовании АУВ Babyplast применяют и холодноканальную литниковую систему – в этом случае она располагается в плоскости раскрытия прессформы, в этом случае литники выпадают из прессформы вместе с готовыми отливками. 
2. Доступ второго компонента в формообразующую полость ПФ. Основная задача предоставить возможность впрыска второго компонента в формообразующую полость ПФ. Для этого, как правило, применяют гидроцилиндры, которые отводят подвижный знак внутри ПФ, и второй компонент заполняет образовавшуюся в результате полость ПФ. В других ПФ, гидроцилиндры с помощью резьбовой рейки отводят пуансон прессформы назад, тем самым освобождая место для впрыска второго компонента. Для получения многокомпонентных изделий возможна установка до 2-х АУВ Babyplast на ТПА Babyplast6/10P и до 6 АУВ Babyplast на традиционном ТПА.
Таким образом, применение Автономного узла впрыска для получения многокомпонентных деталей значительно расширяет возможности конструкторов и производителей прессформ, а также значительно расширяет возможности обычного ТПА превращая его в ТПА для многокомпонентного литья. Производство комплекта деталей (производство нескольких деталей из разных компонентов/цветов за один цикл)
Данный вариант применения АУВ Babyplast заключается в возможности производства изделий, состоящих из нескольких де талей в одной литьевой прессформе за один цикл литья. Например, необходимо изготовить некое изделие (или комплект деталей) состоящее из двух деталей, разной конструкции из разных ПМ или из одного материала, но разного цвета. Стандартный вариант производства такого изделия – изготовить две различные литьевые формы на каждую деталь. Другой вариант с применением АУВ Babyplast состоит в следующем: можно изготовить т.н. «семейную» литьевую форму, в которой одновременно будет производиться две детали одновременно. В процессе литья, термопластавтомат производит впрыск ПМ в формообразование первой детали, а АУВ Babyplast, параллельно – производит впрыск в формообразование второй детали. Таким образом, мы получаем две различных детали за один цикл производства изделия.
Можно с уверенностью говорить о том, что в некоторых случаях данное применение АУВ Babyplast будет достаточно эффективно. При этом, затраты на изготовление одной прессформы такого типа будут ниже, чем на изготовление двух различных прессформ. Время производства всего изделия в целом значительно сократится. Не говоря о том, что для данного варианта производства изделий потребуется значительно меньше производственных площадей. Применение автономного узла впрыска в автоматических производственных линиях.
Автономный Узел Впрыска может быть установлен в автоматических производственных линиях. Данное применение обосновано при непрерывном производстве некоторых изделий, в которых требуется присутствие полимерного материала, в качестве одного из компонента. Технические характеристики автономного узла впрыска Babyplast UAI/10 и UAI/25 | | Babyplast UAI I/10 | Babyplast UAI I/25 | | Диаметр поршня, мм | 10 | 12 | 14 | 16 | 18 | 16 | 20 | 24 | | Объём впрыска, см3 | 4 | 6,5 | 9 | 12 | 15 | 16 | 25 | 36 | | Давление литья, кг/см2 | 2650 | 1830 | 1340 | 1030 | 815 | 1535 | 980 | 680 | | Давление в гидросистеме, кг/ см2 | 130 | | Установленная мощность, кВт | 2,9 | | Электропитание, В | 3 ~ 380 В 50/60 Гц +нейтраль + земля 3 ~ 230 В 50/60 Гц + земля | | Габаритные размеры, мм | 500x850x1000 | | Вес, кг | ~105 + 25 | www.polymery.ru | 













