Технологическая линия для получения рукавной ПЭВД пленки по схеме «снизу-вверх» Kung Hsing модели KS-FLL65 представлена на рис. 3. 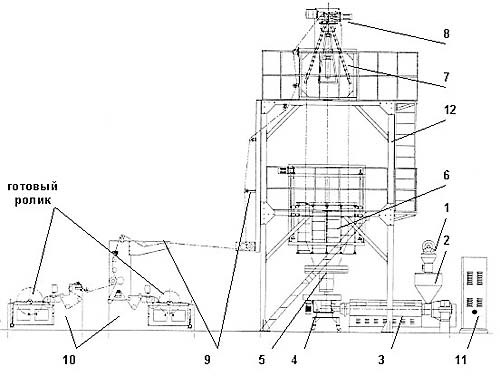
Рис. 3. Общий вид экструзионной линии KUNG HSING KS-FLL65. 1 – автоматический загрузчик, 2 – бункер, 3 – экструдер, 4 – экструзионная головка, 5 – кольцо охлаждения, 6 – корзина, 7 – складывающие щеки, 8 – приемное устройство, 9 – направляющие ролики, 10 – устройство намотки, 11 – панель управления, 12 – башня. Краткое описание технологического процесса производства рукавной пленки по схеме «снизу-вверх» Сырье в виде основного полимерного материала, добавок и пигментов подается автоматическим загрузчиком из транспортной тары (мешки, контейнеры «биг-бэг» и др.) в бункер, расположенный над экструдером. Из бункера сырье поступает в материальный цилиндр одношнекового экструдера, где уплотняется, плавится, интенсивно перемешивается. Из экструдера через фильтр и переходник материал попадает в экструзионную головку, где происходит формирование однородного потока расплава полимера заданной геометрической формы и выходит через кольцевую щель в виде кольцевой цилиндрической заготовки. Затем заготовка раздувается до необходимых размеров постоянным объемом воздуха внутри баллона. Для изменения размеров получаемой пленки достаточно открыть подачу воздуха внутрь баллона через воздуховод в центре дорна, или сделать одно/несколько сквозных отверстий в баллоне. За счет разницы давлений по обе стороны пленки диаметр рукава уменьшится. Охлаждение рукава осуществляется с потоком воздуха из нагнетаемого воздуходувкой через зазор кольца охлаждения. Далее пленочный рукав проходит через стабилизационную корзину, складывающие щеки. В сложенном виде пленка протягивается через приемное устройство, направляющие ролики, устройство обработки пленки коронным разрядом и подается на устройство намотки. К основным технологическим параметрам, влияющим на физико-механические свойства пленки, относятся кратность вытяжки, степень ориентации полимера, интенсивность охлаждения пленки, расположение линии кристаллизации, равномерность толщины получаемой пленки. Получение продукции высокого качества невозможно без обеспечения стабильной и надежной работы оборудования в целом и отдельных устройств, механизмов и контролирующих систем. Внедрение различных систем механизации и автоматизации позволяет снизить издержки производства, максимально снизить долю ручного немеханизированного труда обслуживающего персонала, устранить негативное влияние так называемого человеческого фактора. Но даже в условиях высокоавтоматизированных производств получение высококачественных пленок во многом зависит от квалификации и опыта оператора, обслуживающего экструзионную линию. www.polymery.ru
|














